| The next step of the process
is to adjust the width of each successive station on the forms so that
the groove we create with the filing tool has an approximately .005
inch decrease in its depth from one station to the next (i.e. this means
that the slope of the taper of the groove decreases by approximately
.001" per inch over the length of the forms [moving from the butt
end to the tip end], since each station is 5 inches apart). This mathematical
process is complicated by the manner in which the length of each side
of our equilateral triangular groove differs from the depth of the groove
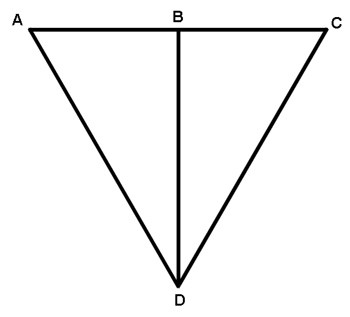
itself. If you look at the figure below, you will see that the length
of each of the sides (lines AC, CD, and DA) of the equilateral triangle
are greater than the triangle’s height (line BD). Since we want
the depth of our groove to decrease by .005 inches from
one station to the next, the width of the groove will
actually end up needing to be greater than .005, and should actually
be .00577" (since .005/sin60 = .00577. Another way of looking
at it is that the side of an equilateral triangle is approx 15.5% greater
than the triangle's height). Hence, if we set the width between the
forms so that each station is .00577" more widely spaced than the
previous station, the groove we cut would end up being .005" shallower
from one station to the next, and this is what is correct. However,
using this .00577 measurement poses its own problems, since we are now
dealing with ten thousandth of an inch increments, which are not practical
for our purposes. Likewise, rounding these numbers off might result
in problems keeping the slope of the groove uniform, and uniformity
is our main concern here. Whether the slope of the groove falls at .001"
per inch or .0015" per inch is not really important, since the
adjustability of the bolts at each station of the forms will allow you
to set the forms to make virtually any rod taper you want to make.
What is important is that this slope is uniform and has no dips or flat
spots in it. Consequently, I will suggest that you simply use
a .006 increment between stations, or .005, and not worry about using
a .00577 width increment. For the sake of these instructions
I will simply stick with .005, since it is what I have used in the past.
However, a .006 width will actually give results that are closer to
the .005 groove depth that is commonly prescribed. |
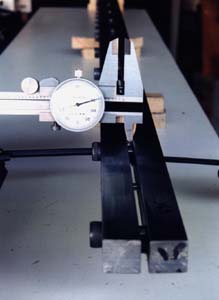
| To figure out the width
dimensions I will set at each station using my dial calipers, I take
the .165 measurement I had come up with above, and add .005 to it, giving
me .170 (which is what the caliper is set on in the photo above), which
is the measurement I use to set the width at the next station following
the one I had set at .165. I then add .005 to this .170 measurement,
giving me .175, which is the dimension for the third station.
I will then continue to add .005 to each sum in order to come up with
the width to set between the forms at each successive shoulder bolt
station, so that each station is set .005 further apart than the previous
one.
Once you finish setting the station width adjustments with your dial
calipers it is essential to double check them again, since the settings
at one station can change slightly as you loosen or tighten the bolt
at the station adjacent to it. Make sure each one is set to
be .005" wider that the one you set before it. |